
A lámpák szinte mindegyik korosabb darabból hiányoznak. Ragasztással rögzített apró műanyag hengerek voltak. A ragasztások a '60-as évek műszaki színvonalához mérten is gyengék voltak. Ilyen volt az eredeti lámpa:
 (forrás: http://www.triang.nl/Hiway.htm)
(forrás: http://www.triang.nl/Hiway.htm)
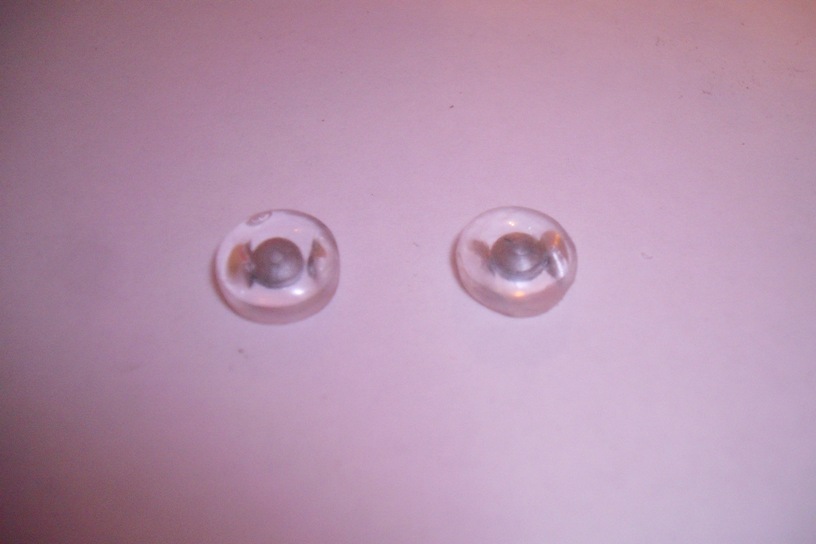
A formát átlátszó füles gombokból készítettem. Először felrögzítettem egy vékony huzalra, majd szépen, egyenletesen lecsiszoltam a megfelelő méretre. A csiszolás végén egyszerű papírlapon felpolíroztam.


Végül levágtam a fület, hátulról belefúrtam a lámpába és ezüst festékkel kifestettem az izzó helyét.
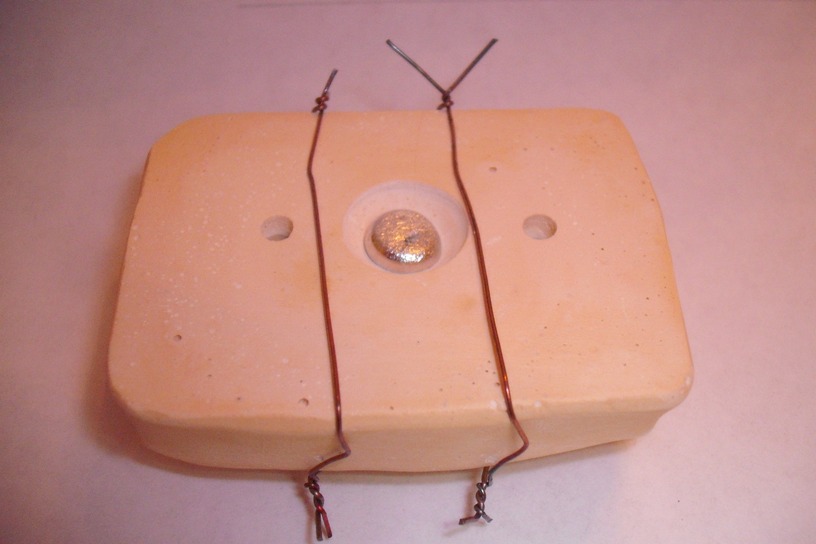
Így nézett ki a próba illesztés után:

A hűtőrács eredetileg műanyagból fröccsöntéssel készült darab volt. Sztirolból kissé körülményes lett volna kifaragni, ezért ónból öntöttem ki. Első lépésben gyurmát nyomtam a hűtőmaszk helyére és késsel kinagyoltam a formát. Sajnos utólag jöttem rá, hogy a gyurmában lévő olaj a festést fellazítja, így elég csúnya felmaródások keletkeztek...

Ezután szintén gyurmából kis peremet készítettem, hogy a gipszet rá tudjam önteni a "mesterdarabra". A gipsz felületére kis vászon darabot tettem, hogy szilárdítsa azt.

Ennél a munkánál egy kemény és gyorsan kötő fogászati gipszet használtam, de a sima modellgipsz is megfelelő lett volna. A nyers gipsz lenyomatot óvatosan leválasztottam és éles késsel megtisztítottam a sorjától és túlfolyásoktól. Szintén gyurma peremmel kiöntöttem a forma másik felét. A két gipsz réteg egymáshoz kötését sűrű szappanoldat felkenésével lehet megakadályozni. Kétrészes formánál a felek pontos illesztését tájoló csapok biztosítják, vagy (ahogy a képen is látszik) egy peremmel illeszkednek. Ezeknek a csapoknak vagy peremeknek kúposaknak kell lenniük, hogy a formák szétszedhetők maradjanak.


A formát ezután felöntő és szellőzőnyílásokkal kell ellátni. Ezt az ujjam között forgatott fúrószárral a friss gipszben gond nélkül el lehetett végezni.

A forrasztó ón olvadáspontja 180-210°C közé esik, ezért az olvadt fémmel való tevékenység fokozott elővigyázatosságot igényel! Az első és legfontosabb, hogy a gipsz formának a lehető legszárazabbnak kell lennie. Ha a legkisebb nedvesség érintkezik a forró fém olvadékával, a keletkező gőz szétveti a formát és senki sem szeret olvadt ón esőben állni kíváncsi gyermekei társaságában. Szóval a gipszet 4-5 napig szárítani kell, egyre intenzívebben. Az öntés előtt, ha tehetjük át is kell forrósítani (140-150°C-ra), hogy a fém ne dermedjen bele azonnal, hanem legyen ideje kitölteni a részleteket.
A forma feleket egymáshoz kell rögzíteni, hogy a nagy sűrűségű olvadt fém ne emelje fel a könnyű gipsz formát. Ha ezt elmulasztjuk, és a forma nem rendelkezik kellő tömeggel, akkor parafadugóként lebeg a fém felszínén. Az ón olvasztása egy régi fém kanálban megoldható gázláng felett. Persze előbb-utóbb átforrósodik a nyele, ezért kesztyűben ajánlatos fogni a kanalat. A gőzök mérgezőek, jól szellőző helységben végezzük a műveletet. Ilyen volt a forma az ón beöntése után:
A fémet hagyjuk nyugodt körülmények között kihűlni. Az ón és ötvözetei érzékenyek a szilárdulás közben fellépő mechanikai igénybevételekre. A kristályszerkezetük megváltozik, matt és törékeny lesz. A présöntéssel formázott zamak is hasonló tulajdonságú, ezért bizonyos kisautó szériák a korukkal arányosan törékennyé válhatnak.

Amint a képen is látszik, az ón túl gyorsan hűlt át, ezért a sarkokban már nem töltötte ki tökéletesen a formát. A felöntő csonkot lefúrva kipottyant a hűtőrács. A lágy fémet hántolással, reszeléssel és türelmes csiszolással illesztettem a helyére.
Ilyen lett a kész teherautó:





A felépítmény remekül bevált, most már azt is tudom, hogy elbír egy 12 kg-os gyermeket. Kislányom egy önfeledt pillanatában megmutatta, hogyan szokott a platóra térdelve száguldani a lakásban...




